
认 证:工商信息已核实
访问量:3078826

大昌华嘉科学仪器部 2021-12-01 点击483次
介绍
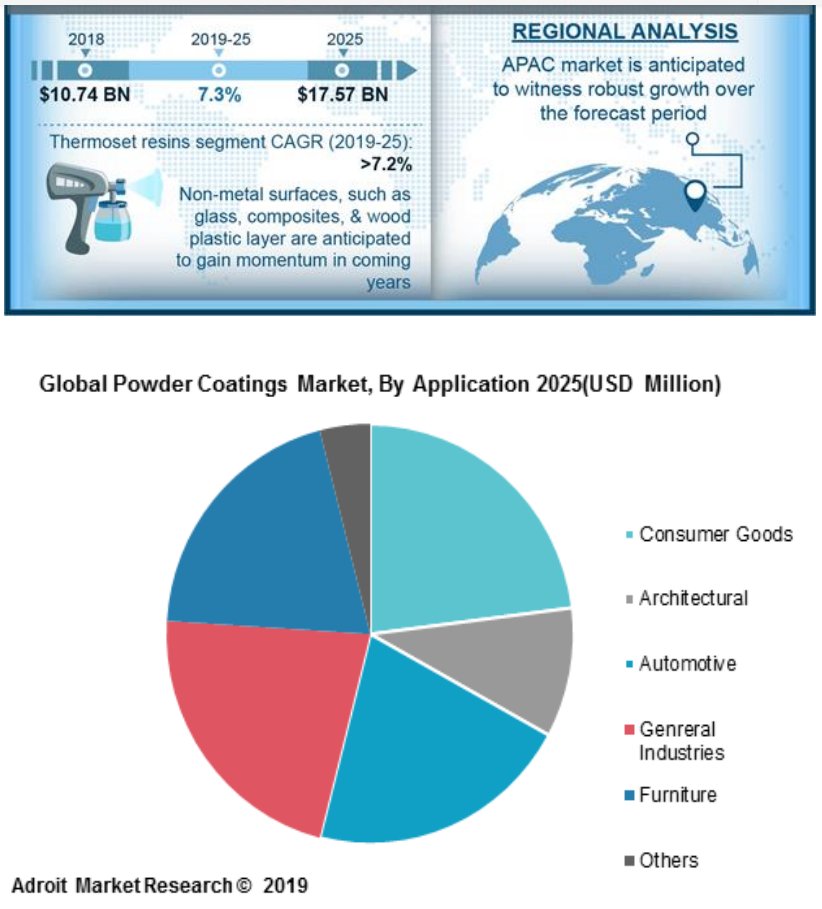
粉末涂料是以固体树脂和颜料、填料及助剂等组成的固体粉末状合成树脂涂料。和普通溶剂型涂料及水性涂料不同,它的分散介质不是溶剂和水,而是空气。它具有无溶剂污染,100%成膜,能耗低的特点。粉末涂料有热塑性和热固性两大类。热固性粉末涂料是以热固性合成树脂为成膜物质,在烘干过程中树脂先熔融,再经化学交联后固化成平整坚硬的涂膜。
粉末涂料固化后比普通的水基涂料更加坚硬,还具有更好的耐化学腐蚀性,但是由于特殊性质在干燥过程需要注意避免橘子皮现象[1]。粉末涂料在不同行业均有应用[2],其市场正在快速发展,据估计到2025年粉末涂料将占有整个涂料市场7.2%的比例。
本文主要介绍Rheolaser Coating HT在粉末涂料固化过程中的应用,帮助研发者快速找到粉末涂料的市场机遇:
-测定固化温度:开发低能量(低温固化)固化配方的挑战;
-帮助筛选原料选择和固化过程: 开发绿色环保涂料,符合环境法规;
-优化涂料新配方的性能:性能增强和更佳光泽:
-优化固化时间:研究固化过程
实验方法
使用Rheolaser Coating HT测量四种粉末涂料[3](环氧树脂、聚酯树脂、聚氨基甲酸乙酯树脂和混合样品)在金属板上的固化过程,在三种温度下测试固化过程(125℃,200℃和250℃)。
测试原理
流变仪涂层高温测量基于光学技术,即扩散波光谱(DWS)[4]。激光照亮涂层,激光光子穿过涂层一定厚度并与涂层的散射体(粒子、液滴、聚合物…)相互作用。后向散射波由于光子穿过不同光路产生干涉,在相机上形成由亮斑和暗斑组成的图像,称为散斑图像。
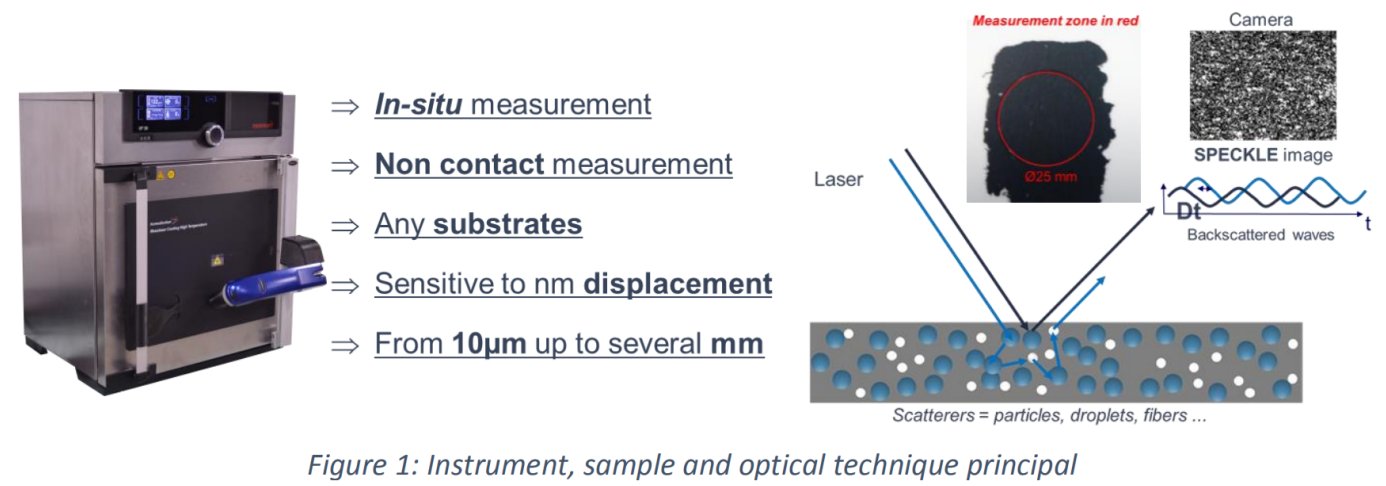
散斑图像的波动速度与散射体的运动直接相关,因此与材料的粘弹性性质直接相关。对散斑图像的波动速度分析,可以确定一个特征频率,即微观迁移率(mD)。mD值越高,散斑图像变化越快,对应于液体样品(粒子快速运动)。相应的,低mD值表示散斑图像的慢速变化,代表类固体行为。
例如,图2.a显示了一种液体样品在固定温度下干燥/固化过程。干燥过程分为3个阶段,第一阶段,液体蒸发;第二阶段,涂层中颗粒堆积排列;第三阶段,颗粒相互融合行程完整涂层。
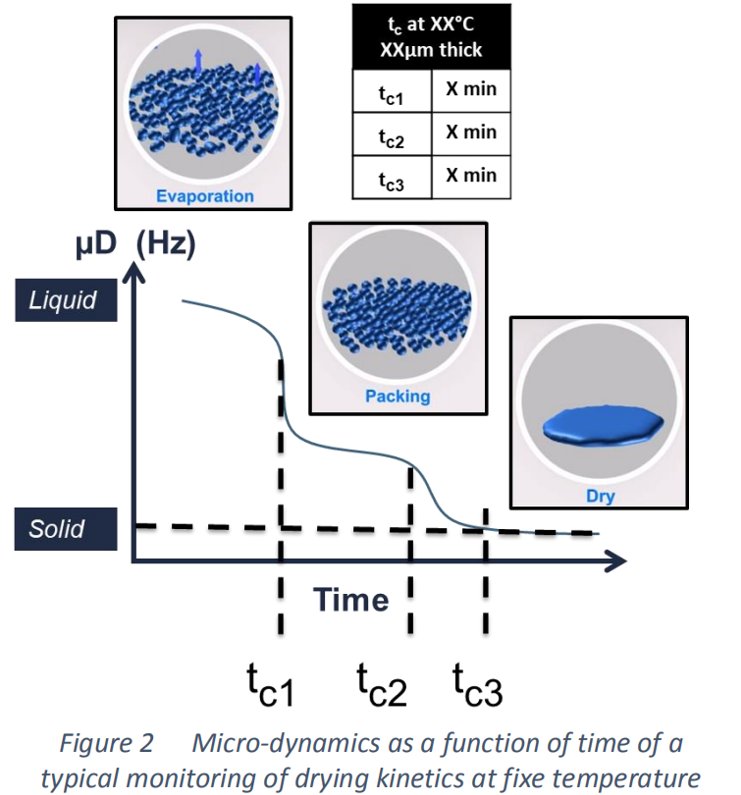
因此,Rheolaser Coating可以精确地监测薄膜的形成和涂层的干燥动力学,并获取特征时间点。利用这个技术,我们可以准确的判断一个涂膜的干燥/固化程度。
结果与讨论
1. 确定最佳固化温度
图3显示了微观迁移率(mD)与温度的关系。样品为400µm厚的白色粉末涂层,加热范围为RT ~ 250℃。图中可以清楚地看出不同的固化步骤。在50℃左右,由于粒子变形,迁移速率快速增加,出现了第一个峰。然后,在80°C左右,第二个峰对应于薄膜的结合过程。从125°C开始,热量使树脂固化和产生三维热固性网络。然后,在固化和成膜后,在250°C左右出现预期的聚合物的分解的峰。
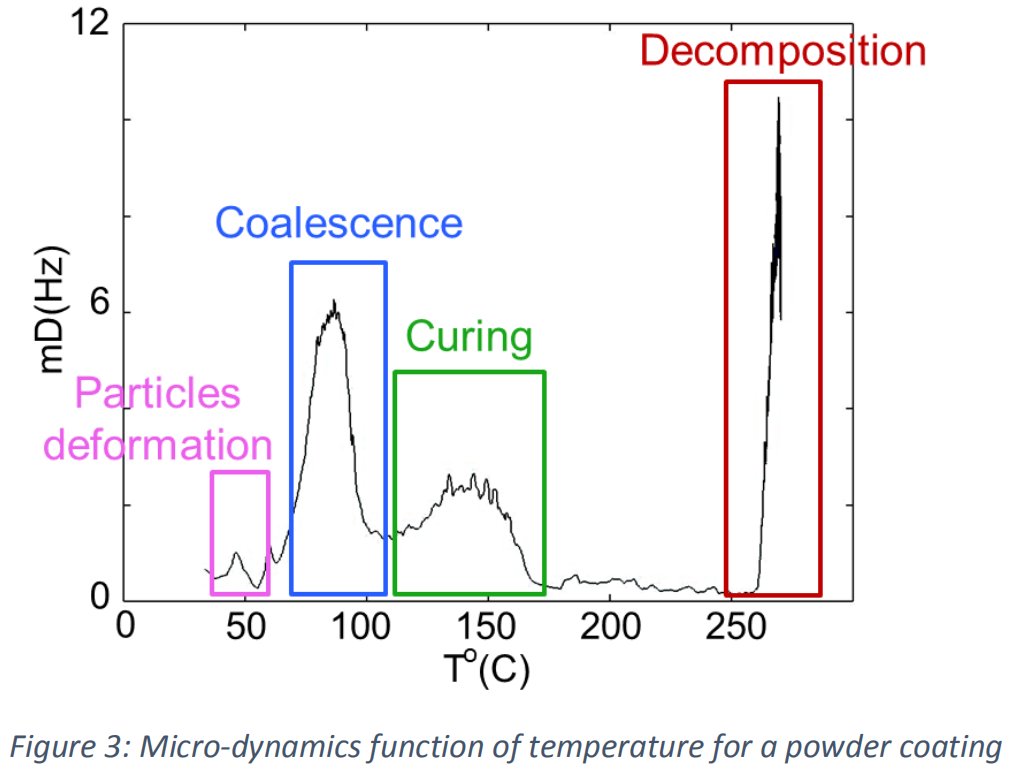
为了验证过高的温度是否导致聚合物的分解,将涂层在不同的温度固化后进行目视检查(图4)。
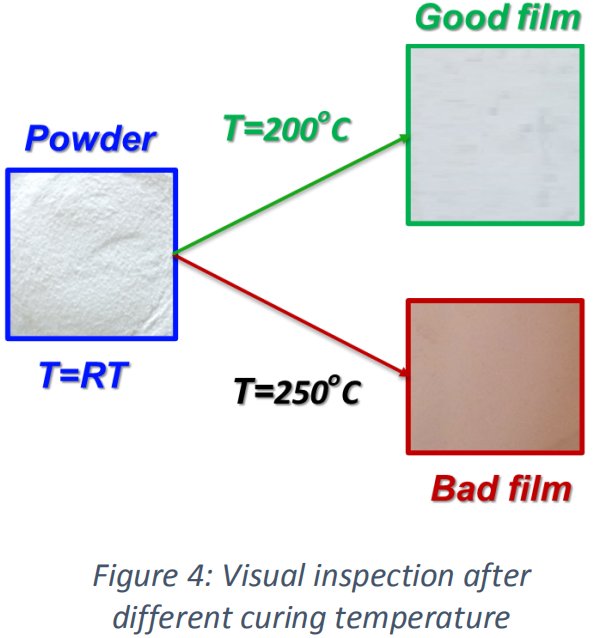
如果固化温度低于分解温度(例如200℃),涂层将形成光滑的白色膜。但如果固化温度为250°C,则形成的涂层将不光滑,呈褐色(图4)。
2. 特性固化时间的检测&温度对固化过程的影响
为了测量特征固化时间,该仪器允许固定温度下测量微观流动性随时间的变化。图5显示了白色粉末涂层在125°C和400µm厚下的微观迁移率(mD)随时间的变化。插图是前5分钟的放大图。从微观动力学(mD)与温度(图3)变化曲线,可以确定最佳固化温度。

当样品放置在125℃时,由于聚合物熔化,微观迁移率在10s内首先增加(插图5)。当聚合物熔解后,固化开始,三维热固性网络形成,微观迁移率(mD)逐渐下降,并在约4h后达到一个平台。此时达到的迁移率为稳定状态,样品在4h后固化。
为了更深入地研究,图6显示了不同温度同一个样品微观动力学(mD)与时间的关系,插图是前5分钟的放大图。

对于不同的固化温度,观察到的固化机理相同。首先,聚合物熔融使微观迁移率增加(插图,融化时间约为10s);当聚合物融化后,固化开始,三维热固性网络形成,微观迁移率降低。在125℃下,固化时间约为4h(蓝色曲线);如果将固化温度提高到200℃,绿色曲线需要1h左右就能达到相同的平台水平。因此,通过将温度从125°C提高到200°C,我们可以将固化时间从4h缩短到1h,从而缩短4倍的干燥时间。
另一方面,如果固化温度继续升高(到250°C,图6中红色曲线),样品在30分钟后呈现出预期的微观迁移率增加,这是由于聚合物在这个温度下的分解。
➔这个解决方案允许配方者优化固化方案
3. 特性固化时间的检测&配方对固化过程的影响
图7显示了4种不同粉末涂层的微观迁移率(mD)随时间的变化,配方: 环氧树脂、聚酯树脂、聚氨基甲酸乙酯树脂和混合样品。所有样品在相同的厚度(400µm)和相同的温度(200°C)下进行分析。
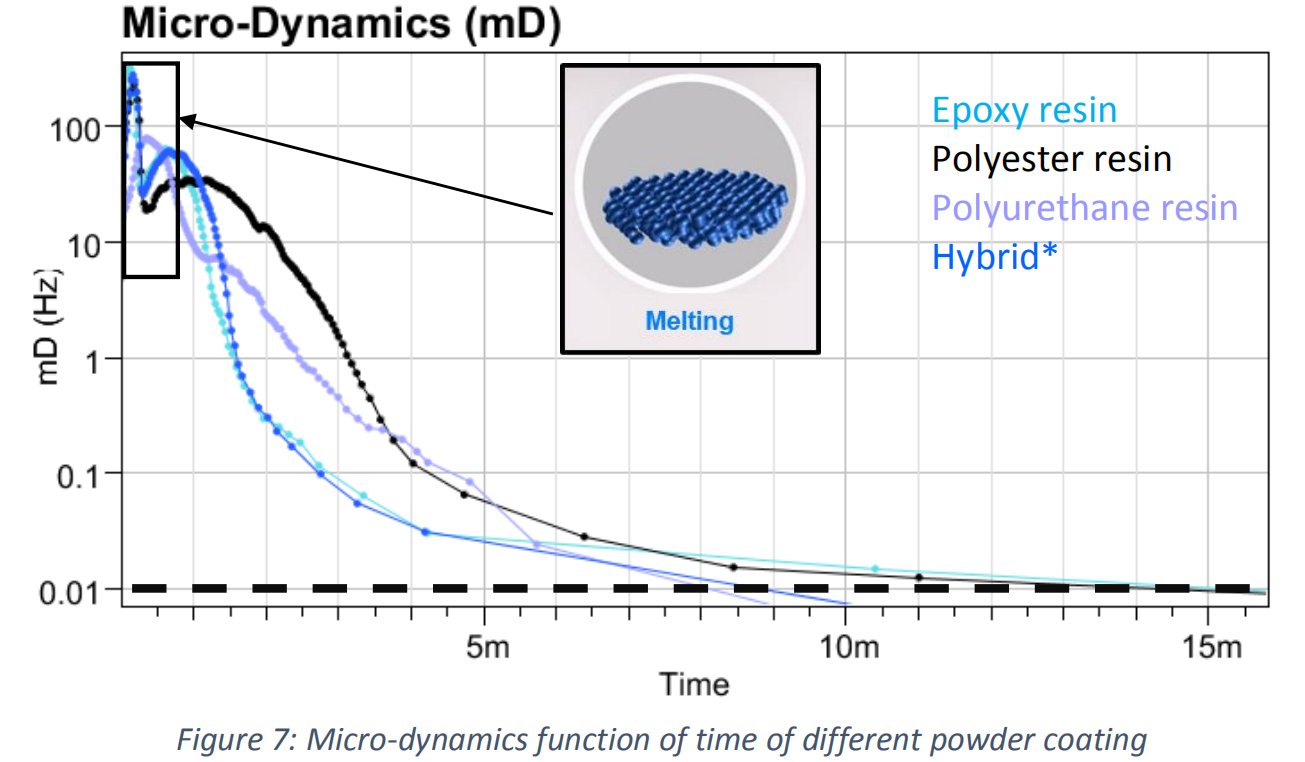
当样品在200℃固化时,由于聚合物熔融,微观迁移率在早期阶段增加。然后,当聚合物完全融化,固化开始,逐步行程热固性网络形态导致微观迁移率降低。图表显示了不同样品之间的明显差异,并体现了测试技术的灵敏度。该仪器可以区分不同配方之间的固化动力学差异(不同的聚合物或不同的添加剂)。
仪器配套的软件还允许以一种智能的方式对不同样品(或不同的固化温度,不同的聚合物,不同的基质,不同的配方……)的固化速度进行排名。
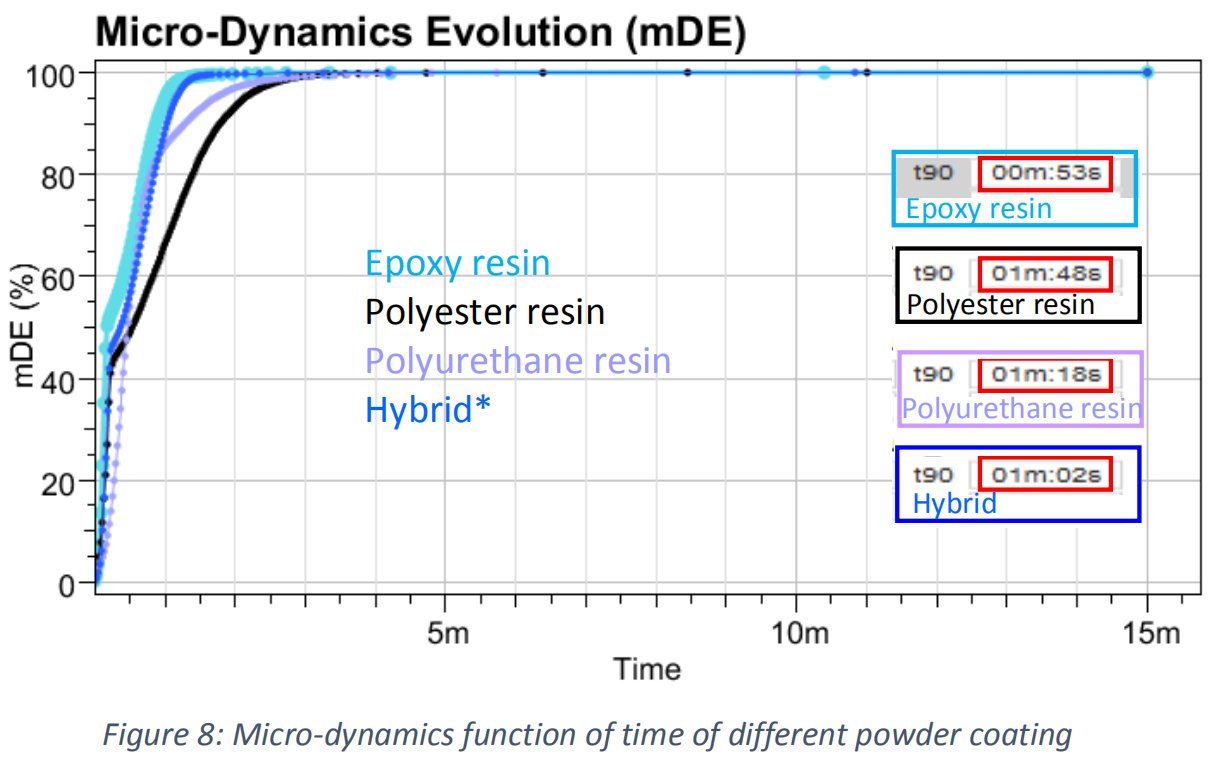
图8显示了4种不同粉末涂料配方的微观迁移率累计图(mDE)。它可以很容易地对不同配方的固化动力学进行排名。微观迁移率累计(mDE)增加得越快,固化速度越快。
该软件还提供定量信息,即时间“t90”(图8红框中),其中样品微观迁移率降低了90%。“t90”对应于样品微观流动性降低90%的时间,即“90%固化”。“t90”在需要优化工艺的广泛应用中具有重要意义,确定微观流动性何时降低90%,以便有可能开始下一个工艺步骤。
➔ 该解决方案允许配方制定者对不同的配方进行比较、排序和筛选
结论
Rheolaser Coating HT高温干燥度分析仪是一种原位、无侵入、简便的方法,可用于:
-监测和研究固化和干燥过程和机理
-确定成膜过程和特征干燥时间
-在可控湿度条件下,分析从室温至250℃条件下的固化和干燥过程
-评价配方、温度、厚度、湿度、基材对干燥过程的影响
-优化生产过程